


高压容器双锥密封泄漏与维修
06/08
2025
高压容器双锥密封泄漏与维修
一、项目背景介绍
江苏某用户一台高压回流冷却器为三类压力容器,设计压力16.6MPa,直径1100mm,筒体材质为Q345R,上平盖材质为16MnIV。由于双锥密封泄漏,生产中临时做了注胶封堵处理,停工检修时送我公司,委托我司对该容器的双锥密封泄漏进行检修。
双锥密封结构简单,加工精度要求不是很高,装卸方便,能适用于压力与温度波动的场合。根据现行 GB/T 150.1~4-2024《钢制压力容器》附录C的推荐,双锥密封适合于设计压力为 6.4~35MPa,温度为0~400℃,内径为400~3200mm的压力容器。
双锥密封属于有径向自紧作用的半自紧式密封结构,引用标准附图(图C.4 双锥密封结构)。
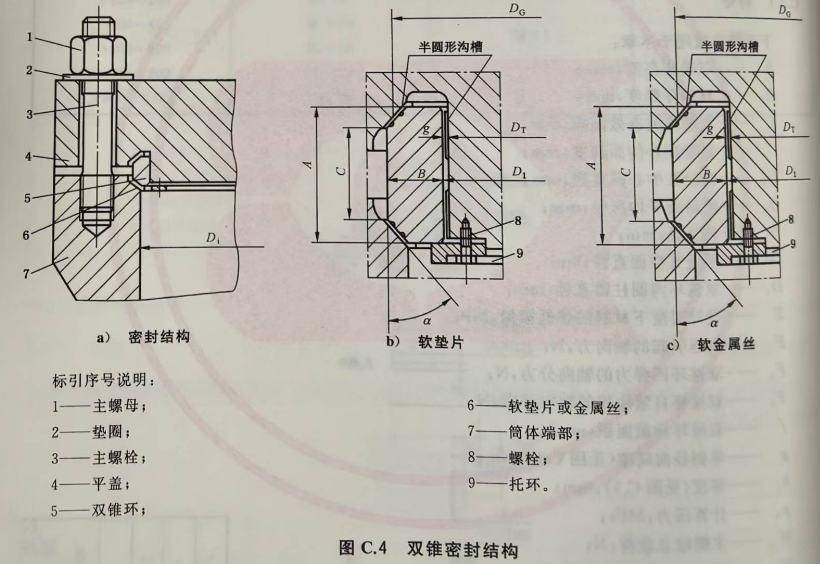
其作用原理是:在预紧状态,拧紧主螺栓使衬于双锥环两锥面上的软垫片和平盖、筒体端部上的锥面相接触并压紧;同时,双锥环本身产生径向收缩,使其内圆柱面和平盖凸出部分外圆柱面间的间隙g值消失而紧靠在平盖凸出部分上。内压升高时,径向分力使双锥环向外扩张,锥面与平盖、筒体端部的密封面进一步挤压,密封比压随介质压力升高而增大,形成 “自紧效应”。介质压力越高,密封面贴合越紧,从而实现高压下的可靠密封。
二、主要维修内容及难点
1、设备平盖拆除与清理:
该设备曾带压堵漏,平盖与设备筒体端面之间、螺栓孔间隙全部充满密封胶,给拆除工作带来很大困难。借助液压拉升器,100t螺旋千斤顶,最终将平盖拿下,并清理螺栓孔内、设备端部密封面处的密封胶。拆卸过程认真防护,保证了原设备螺栓完好,为用户节省更换新螺栓。因为密封胶的原因,双锥密封已无法找到原始漏点,给后面的工作带来麻烦。
2、双锥密封面检查与修理:
1)平盖密封面检查:利用平台、大型卡尺和万能角度尺,专业检测技术人员认真测量和分析,确定上平盖密封面基本完好,简单抛光清理,即可重复使用。
2)筒体端部密封面测量修理:打开后,初步外观检查,密封面存在环状压痕、少量局部压痕和纵向划伤,并发现3-4处大小不等的腐蚀坑,缺陷已全部修复。
实测检查,检测工程师用卡尺和万能角度尺,对锥面进行初步测量,整个密封面有变形,靠近管箱2个DN300法兰进出口对应处变形较大,因为锥面用卡尺难量准,我们在精密数控机床制作专用量具,最终测得单边间隙达到1.5~1.65 mm,整体成椭圆形状,密封面锥度也有点超差,但不多。
根据测量结果,我们首选锥面进行车削加工,但受用户工期制约,未能允许。我们根据双锥密封原理和密封面变形的形态,初步判定通过控制g值、主螺栓预紧力及预紧顺序设计,可以实现密封。
3)检查新提供双锥环,内外径偏大,锥度在公差范围,但平盖支撑面偏小,这样g值就偏大,综合上面的测量结果,我们反复计算推理,最终确定间隙g值。
3、双锥密封各部件回装与紧固
1)为确保安装尺寸精度,在工厂基坑中,使设备立置,密封面处于水平位置,采用立式垂直安装。先将双锥环和平盖装好,再将平盖与设备管箱组装。4个液压拉升器同时配合紧固使用。
2)为确保受力均匀,根据以上测量结果和各尺寸关系,计算螺栓预紧力,分别按30MPa、50MPa、80MPa、100MPa、100MPa(第二次)的表压力五次预紧,预紧方位和顺序也做严格规定,多次紧固螺栓完成。
三、水压与气压试验合格
我司按标准规范及客户要求,先后进行了水压试验保压20.75MPa,保压60分钟后检查无泄漏。气压试验保压17.5MPa,保压30分钟后检查未泄漏。双锥密封试压效果完好,交付使用。
江苏海川石化工程技术有限公司作为一家致力于为化工企业提供工艺技术、设备设计制造和修理改造的综合性公司,欢迎来电垂询,电话195 0528 9999。
推荐阅读
2026/04/10
2025/09/22
2025/09/09
2025/09/06
2025/06/08
2025/06/08