
邮箱:zjgl@zj-boiler.com
13805284038 13861390288


版权所有- 江苏昆仲机械有限公司| Copyright - 2018 All Rights Reserved 苏ICP备17023086号

萃取精馏系统——Aspen plus 模拟流程介绍
萃取精馏属于特殊精馏的范畴,主要应用于待分离组分之间相对挥发度很小,普通精馏无法实现分离或者实现分离非常不经济的情况。
实现萃取精馏的关键在于寻找合适的萃取剂。对一个特定体系来说,合适的萃取剂应首先满足萃取剂的加入,使待分离组分相对挥发度增大,使分离容易实现;其次应该是萃取剂沸点明显较高,且不形成共沸,容易实现分离,便于循环利用;最后从工程设计的角度出发,萃取剂应该是文献报道过的,理化性质经过充分研究的可应用于该体系的物质。
下面以海川石化为宁波某科研机构设计的醋酸乙酯-乙醇体系的萃取精馏为例,说明萃取精馏模拟的要点及注意事项。
文献报道的提纯醋酸乙酯的方法有共沸精馏、反应精馏、萃取精馏,均可实现99%的醋酸乙酯纯度。
考虑到技术实现的成熟度,海川石化选择萃取精馏作为本工艺包的关键操作单元。
根据相似相溶原理,该体系中,水是强极性物质,乙醇是极性物质,醋酸乙酯是中性物质,萃取乙醇和水的萃取剂应具有极性。常用物质极性由小到大可按下列顺序选择:碳氢化合物、醚、酮、脂、醇、水。为使被分离组分的相对挥发度变大并避免形成新的共沸物,可从醇类的同系物中选取高沸点物质。二甲基亚砜沸点197.9℃,并且溶于乙醇,又有文献研究醋酸乙酯-乙醇-二甲基亚砜物性行为,提出Wilson方程可较好地描述该体系,因此本工艺包模拟中采取二甲基亚砜为萃取剂,物性方法采取Wilson方程。
 图1 醋酸乙酯-乙醇-二甲基亚砜沸点及共沸点
图1 醋酸乙酯-乙醇-二甲基亚砜沸点及共沸点
设计工艺包前,首先利用ASPEN软件对醋酸乙酯-乙醇-二甲基亚砜体系进行物性分析。图1显示了各纯组分沸点及混合物共沸点。该三元相图如图2所示。醋酸乙酯和乙醇的共沸点在坐标轴上,剩余曲线从共沸点向萃取剂二甲基亚砜顶点移动。
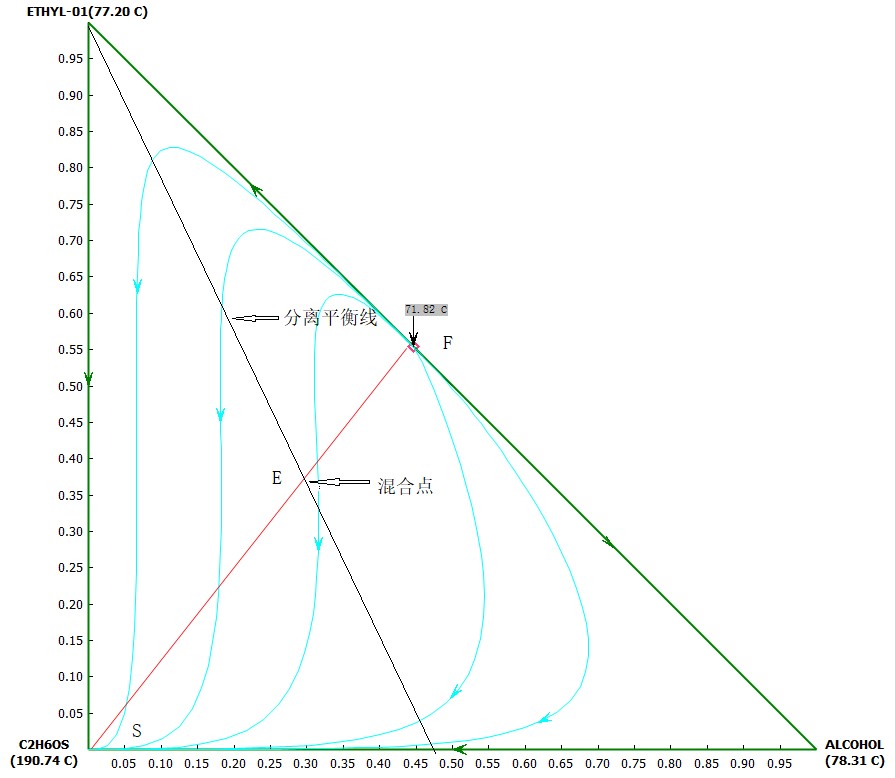
图2 乙酸乙酯-乙醇-二甲基亚砜 三元相图
图2还显示塔顶馏出物D和塔釜采出物B在相图上的位置关系。萃取剂S和物料F以一定比例混合,混合点E,黑线为物料平衡线,它通过此三元物混合点E。
图3为乙醇和二甲基亚砜的Txy图,由图看出,汽相含量y与液相含量x相差较大,可通过精馏容易实现分离回收。
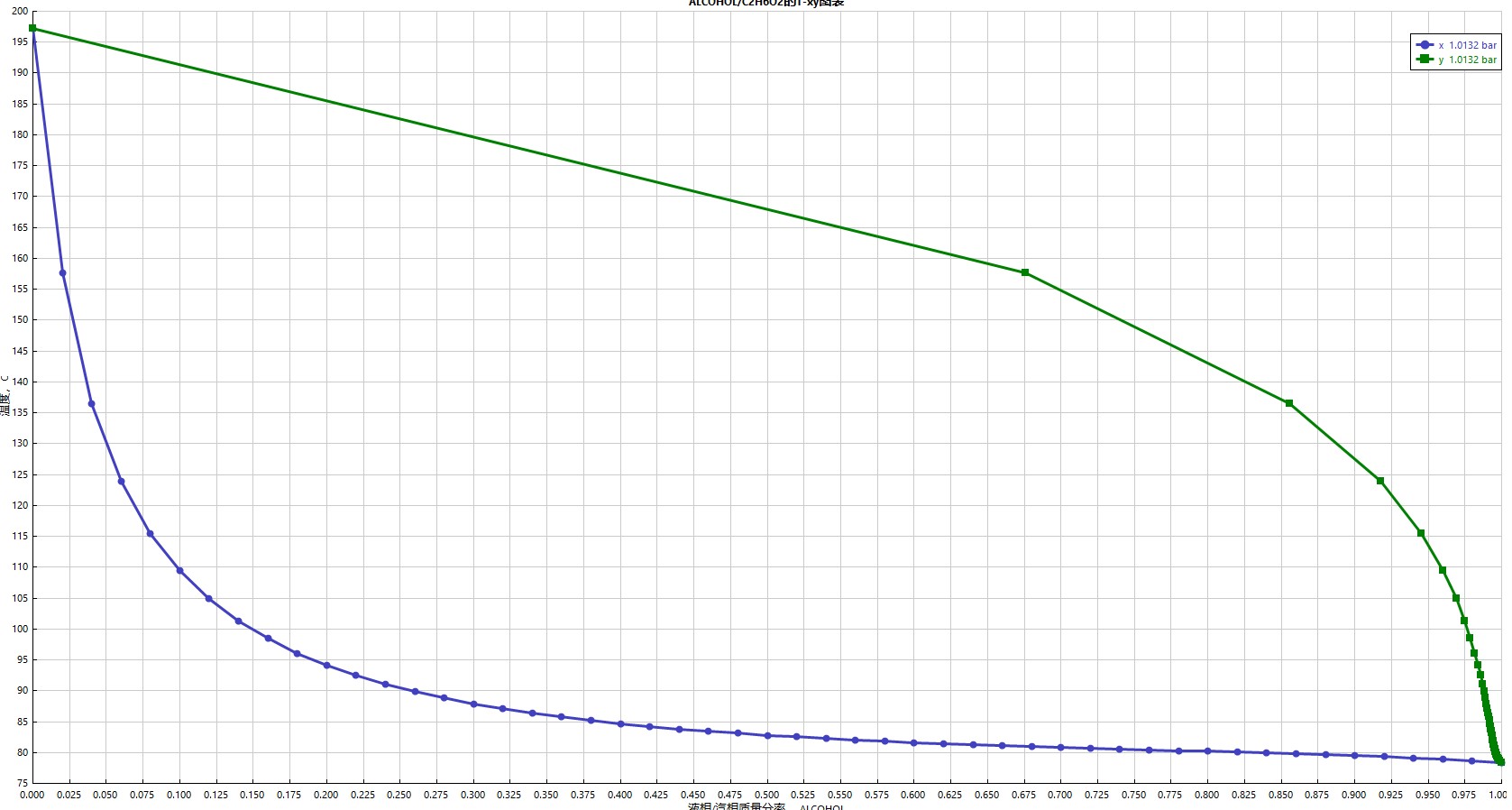 图3 乙醇-二甲基亚砜 Txy图
图3 乙醇-二甲基亚砜 Txy图
通过以上物性分析,验证萃取精馏分离醋酸乙酯-乙醇的可行性。
在做严格设计时,需要设置塔板数、进料板位置、回流比、萃取剂用量等参数,因此我们事先做简捷精馏计算模拟,以获得这些参数的大致范围。简捷计算此处从略,我们直接在严格计算中运用其模拟结果。
该体系是非理想性气液平衡体系,萃取塔EXTRACT收敛方法改为“非常不理想液体”。
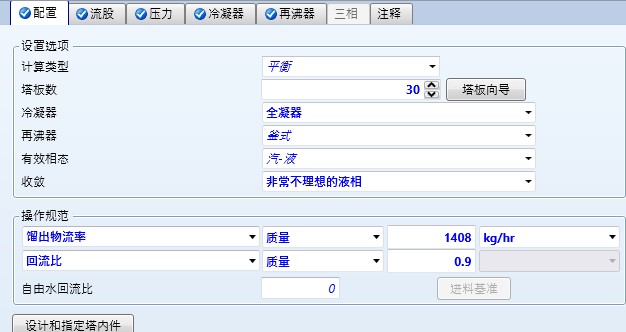
图4 萃取塔EXTRACT 设置
 图5 溶剂回收塔REC-COL 设置
图5 溶剂回收塔REC-COL 设置
萃取精馏相比于普通精馏,增加了额外的自由度、溶剂量(S)和进料量(F)的比值(S/F)。很显然如果没有萃取剂,是不能实现分离要求的;如果使用大量的萃取剂,所需塔径尺寸和能耗都非常巨大,因此,寻找合理的(S/F)是必须的。
灵敏度分析如图6,显示不同溶剂流量对馏出物的影响。由图看出,溶剂量增加,产品纯度增加。
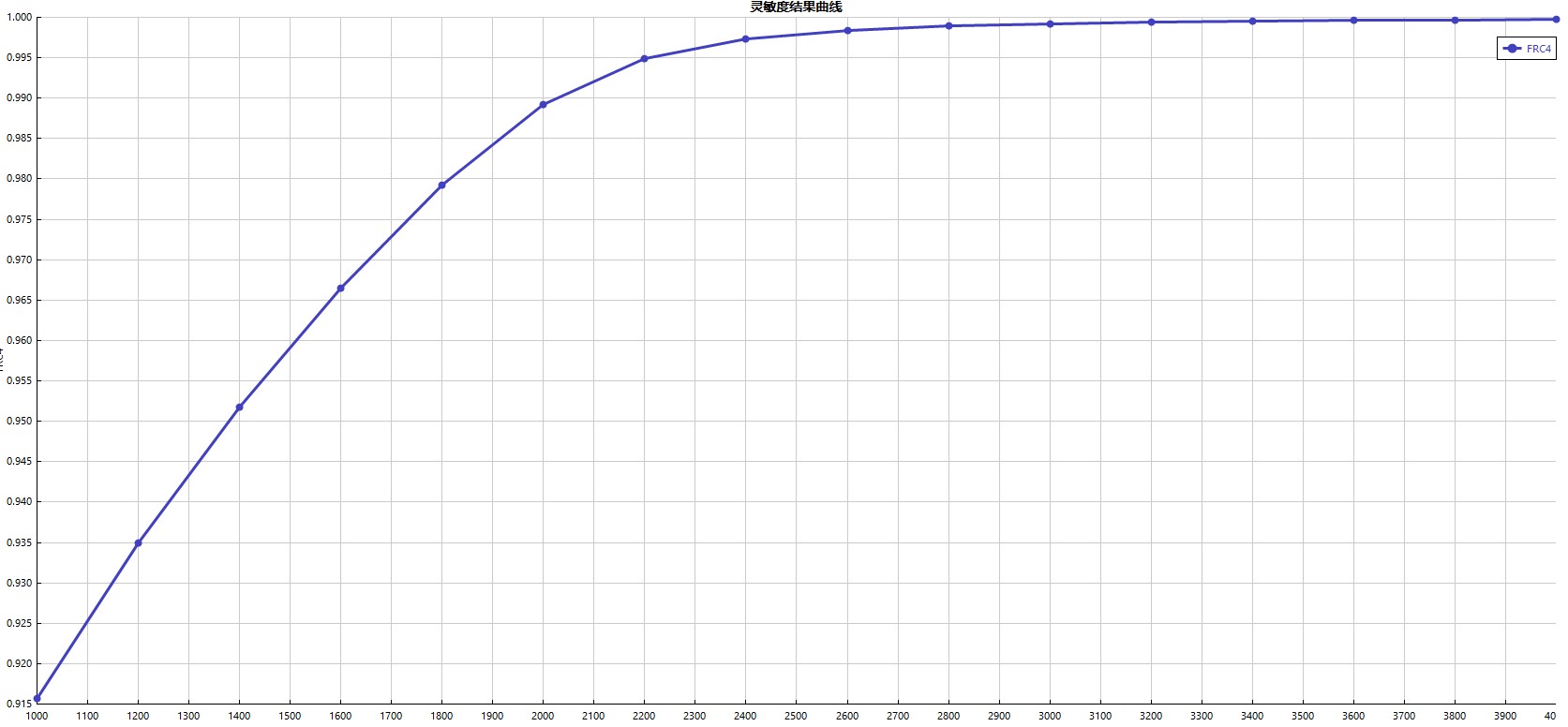
图6 溶剂用量对萃取塔塔顶产品纯度的影响
而回流比对产品纯度的影响比较复杂。过多或过少的回流对产品纯度均是不利的。这是与普通精馏不一致之处。这是因为如果回流比过小,更多的共沸剂进入塔顶而降低塔顶产品纯度,如果回流比过大,富余的醋酸乙酯以液相返回,会稀释塔内共沸剂浓度,使得更多的乙醇进入塔顶。图7是通过灵敏度分析,计算不同回流比下,塔顶乙醇和二甲基亚砜的浓度,证实了以上的解释。

图7 回流比对萃取塔塔顶杂质的影响
因此,萃取塔需要确定两个重要的参数:(S/F)和回流比。
根据分离要求≥99.9%(w.t.%),由图看出,溶剂量达到时3200kg/h,可满足分离要求。进料量F=2t/h,则算出S/F=1.6
模拟的难点是萃取精馏存在一个有循环流股的物流,第一个精馏塔的设计依赖于第二个精馏塔的塔底物流,因此,循环物流的收敛是关键因素。
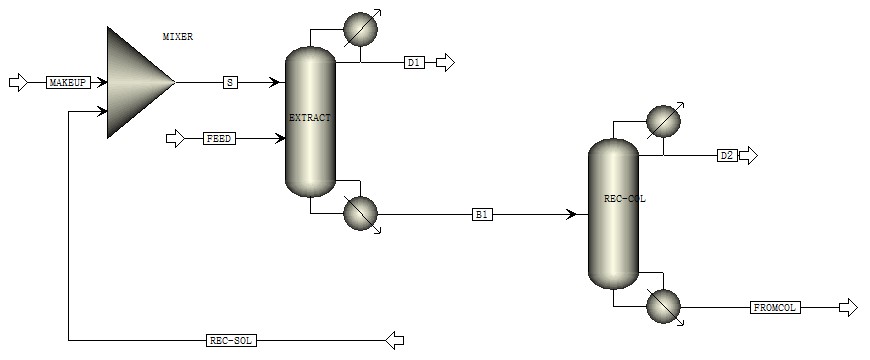
图8 不带循环流股的流程图
处理这样问题的一个方法是先断开物流,手动模拟,即反复将FROMCOL流量赋予REC-SOL,直至二者结果接近,再将二者合二为一,同时在“撕裂”中将此新流股设置为作为撕裂物流,在“收敛”中设置此流股的收敛方法为BROYDA。
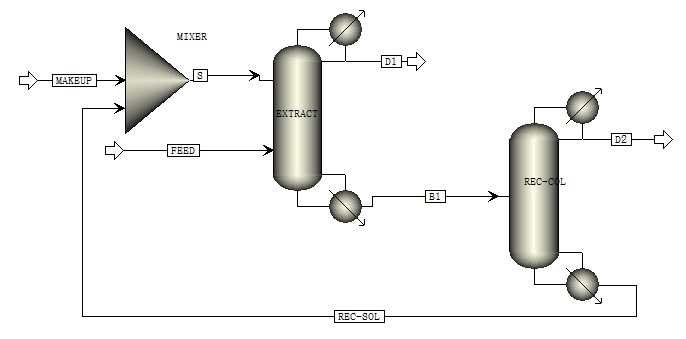 图9 带循环流股的萃取精馏流程图
图9 带循环流股的萃取精馏流程图
此外,还需注意补充物流MAKEUP用量,采用“计算器”功能,设置如图10所示。
 图10 “计算器”设置MAKEUP溶剂量
图10 “计算器”设置MAKEUP溶剂量
以上设置成功后,运行收敛。
结果显示,萃取塔塔顶醋酸乙酯纯度达99.98%,溶剂回收塔塔顶乙醇纯度达99.95%。
同样操作条件下,通过海川石化的中试装置实验发现,醋酸乙酯纯度为99.2%,乙醇纯度为99.6%。
二者相差不大,模拟结果可靠,说明物性方程选择正确。
